时间:2026-05-23 访问量:354
在精密制造与产品开发的前沿阵地,东莞作为世界工厂的枢纽,聚集了大量专业的手板模型制造企业。其中,“塑胶手板复模定制”是一个常被提及但未必人人透彻理解的工艺。今天,我将以技术顾问的视角,为您深度剖析在东莞选择一家塑胶手板复模定制厂时,您所关心的优势、面临的局限,以及如何系统性地做出决策。
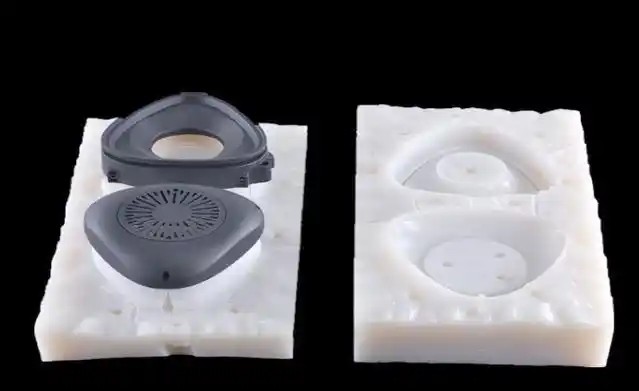
简单来说,手板复模是通过硅胶模具进行小批量塑胶件复制的过程。它的核心设备不是注塑机,而是真空注型机。过程如下:使用CNC或3D打印制作一个母模(原型件);然后,用硅胶包裹母模,待固化后切开取出,形成空腔模具;最后,在真空状态下,将液态树脂(一种类塑胶材料)注入硅胶模具中,固化后脱模得到与母模几乎一模一样的复制件。
在东莞,这项技术之所以蓬勃发展,是因为它完美地服务于消费电子、医疗、家电、汽车等产业的快速迭代需求——在正式开钢模(注塑模具)前,用最低的成本和最快的速度,生产出20-50套的功能性样件,用于市场测试、装配验证、展会展示或小批量试产。
1. 极致的交付速度与生产弹性
不同于需要4-8周开模的注塑工艺,复模周期极短。一个结构简单的零件,从确认订单到拿到实物,快则2-3天。当您的产品急需赶工或临时要求调整时,东莞成熟的配套产业能提供最快反应。生产数量极其灵活:要5件、10件还是30件,工厂都能接单,没有注塑的最小起订量限制。这对小批量、多品种的研发阶段尤为珍贵。
2. 无与伦比的成本控制
在模具制作环节,硅胶模的成本仅约为钢模的1/10至1/5。对于研发验证或展会样品,一次性投入的模具费通常令中小企业望而却步,而复模近乎“零模具费”的特点,彻底解决了这一痛点。对于总用量在20-50套的需求,综合单价甚至可能低于成品注塑件。
3. 材料与外观近乎注塑级的表现
许多专业的复模工厂(例如行业口碑较好的“东莞万豪手板”或“东莞塑创精密”等,具体厂商建议您实地考察)能提供几十种高韧性、阻燃、透明甚至弹性体级别的聚氨酯树脂。这些材料的机械性能、耐温性(通常可承受100-120℃)和表面光洁度,与真实的ABS、PC、PA6、PMMA(亚克力)等工程塑料非常接近。通过覆膜、色膏调配,可实现喷漆、电镀、丝印、镭雕等后处理,其外观质感足以骗过非专业的测试者。
4. 极高的尺寸精度与复杂结构适应性
得益于真空注型机的真空脱泡功能,复模件内部几乎没有气泡,尺寸精度可控制在±0.1-0.2mm/100mm内,这完全满足大部分装配与功能测试要求。更可贵的是,硅胶模具的柔软性使它非常适合制作带斜顶、倒扣、侧孔或极细小结构的零件。某些注塑无法正常脱模的复杂内凹结构,在复模中反而可能通过切开硅胶模具直接取出。
5. 强大的后处理集成能力
东莞的手板厂往往是一条龙服务。复模件出来后,他们能立即安排喷漆(可调潘通色卡或指定品牌色)、真空镀膜、电镀(但需注意,这是仿电镀效果)、表面纹理蚀刻、贴膜、印字等。这种“出厂即成品”的能力,为您省去了额外寻找表面处理供应商的时间与沟通成本。
1. 材料性能与真实注塑料存在差距
虽然复模树脂模仿得很好,但它毕竟不是真正的注塑级粒子。关键性能如抗冲击韧性、耐疲劳强度、长期蠕变性能以及热变形温度(通常100-120℃是极限),普遍低于同类型号的注塑塑料。例如,真正的PC材料抗冲击强度为60-80 kJ/m²,而高性能复模树脂通常只有40-55 kJ/m²。如果零件需承受持续高温(如发动机周边)或持续高强度机械冲击,复模件可能无法胜任。
2. 尺寸稳定性的精准天花板
硅胶模具本身是弹性的,冷却收缩率并非十分恒定(通常控制在0.15%-0.35%)。这导致对于超过300mm的长尺寸零件,或存在大内部空腔的结构,复模件可能存在肉眼可见的收缩或变形。每批次的树脂颜色小有差异(尤其是透明件或极度鲜艳的颜色),如需严格一致性,需要进行颜色微调,但这会增加成本。硅胶模具的寿命极短,通常生产20-50件后,模具型腔因磨损或轻微变形,精度和表面光洁度会明显下降。
3. 表面问题多呈“遗传性”
复模件无法隐藏母模的任何缺陷。如果您的原型件(母模)上有毛刺、分层、刀纹、接缝或打磨不匀,这些瑕疵会一丝不苟地复制到每一个复模件上。由于硅胶模具的复制精度极高,但脱模过程会留下微弱的脱模剂痕迹,需要二次清洗和打磨,这增加了后处理工作量。
4. 结构限制与生产成本升高
尽管能处理一定的倒扣,但极深、极复杂的半封闭空腔结构,或者需要内嵌螺纹、磁铁、弹簧等金属嵌件的复模,工序极其繁琐,有时甚至无法实现。例如,包裹完全封闭的空腔,就必须在硅胶模具上设置多个抽气口和注胶口,显著增加工艺复杂度与单价。另外,对于特别厚的零件(壁厚超过8mm),由于树脂聚合放热,内部可能出现收缩孔或裂纹风险。
5. 环保与气味问题
复模用的聚氨酯树脂在固化过程中会释放一定量的异氰酸酯等刺激性气味,有经验的工厂会配备废气处理系统。大路边的家庭作坊往往无法达标。废硅胶模板本身就是难以降解的工业固废,对环境存在一定潜在影响。
您什么时候应该选择复模?
- 阶段1:功能性手板验证 —— 需测试3-10套,验证结构、装配合理性。
- 阶段2:小批量试产 —— 需20-50套,用于客户样品确认、小规模市场测试或展会。
- 阶段3:正式开钢模前的风险规避 —— 在投资十几万开塑胶模之前,用复模试装以检查拔模角、装配间隙,避免开模后才发现问题。
您什么时候应该直接跳过的?
- 需求超过200套,且模具费在总成本中占比不高(建议直接上注塑模)。
- 零件必须通过严格的跌落、高低温冲击、阻燃防火等强制标准。
- 零件壁厚超厚(>10mm)或尺寸超过400mm。
- 对长期耐久性、耐化学性有极端要求。
选择东莞市后,如何快速验证一家复模厂?
1. 索要样品:要求对方提供3-5件他们最近做的、结构复杂度与你类似的复模件,肉眼看:有无气泡、毛边、收缩痕;手摸:表面是否平滑;用卡尺量:关键尺寸是否符合图纸(用±0.2mm标准)。
2. 看母模车间:他们的CNC或SLA、SLM设备是否先进?母模质量直接决定复模件起点。
3. 询问材料报告:要求提供所用真空注型树脂的TDS(技术数据表) 和安全数据表。重点看:热变形温度、弯曲模量、密度、着色均匀性说明。
4. 考察报价结构:复模报价通常是 【母模费用 + 硅胶模具费(通常是母模费的一部分) + 单一单价 × 数量】。避免有天价的“人工费”或“调机费”。
5. 查看现场:如果条件允许,亲自去东莞的工厂(例如集中在长安、大岭山、常平区域的手板工业园)走一圈。闻气味、看车间有无集尘系统、工人是否佩戴防护工具。一个规范的工厂,其洁净度和纪律性,远超一个脏乱差的作坊。
总结流程:
提供3D/2D图纸 → 需求确认与报价 → 制作母模(CNC或3D打印) → 硅胶开模 → 真空注型 → 后处理(打磨、喷漆、装配) → 质量检验(外观、尺寸、功能) → 交付。
在东莞,您总能找到匹配您预算与周期的服务商。但请务必带着对自己产品性能极限的清醒认知出发。复模是桥梁,不是终点;是为钢模具探路的先锋,而非长期生产的主力。选择一家能坦诚告知您“这个用复模恐怕不行,我建议您开注塑模”的供应商,远比一家“什么都敢接,什么都能做”的厂更值得托付。
上一篇:青岛3d打印手板模型按需定制
下一篇:cnc手板优质商品价格

中制人坚持“诚信、质优、高效”的企业信念,被众多知名厂商所认可,并得到他们的大力支持与好评,在广大客户的支持与鼓励下,我们将一如既往的为客户提供更加优质的服务。








